. Дробильно - сортировочные комплексы . Шнековый грохот . Высокочастотный вибрационный грохот . Вибрационный грохот с резинострунными ситами . Литье (брони, плиты, конуса, накладки и т.д) . АГД установки . Конвейеры ленточные . Тележка разгрузочная типа "Автостелла" . Плужковые сбрасыватели . Конвейеры ленточные катучие "КЛК" . Конвейеры винтовые . Элеваторы ковшовые вертикальные
Дробильно - сортировочные комплексы
Предприятие
предлагает оборудование и технологию центробежного дробления для производства
кубовидного щебня и фракционного песка, удовлетворяющим самым высоким требованиям
современного рынка строительных материалов.
Инерционное центробежное дробление является одним из наиболее эффективных
направлений технологии получения высококачественного строительного материала-
кубовидного щебня и строительного песка.
Дробилки инерционные центробежные с вертикальным валом (далее дробилки марки
ДВК) предназначены для третьей и четвёртой стадии дробления материалов любой
прочности и абразивности с целью получения мелких фракций щебня с кубовидной
формой зерна во всём диапазоне дробленой продукции.
В основу конструкции дробилок ДВК положены наиболее удачные решения мировых
производителей горного оборудования такого типа, доработанные нашими конструкторами к
условиям
эксплуатации на отечественных предприятиях нерудного комплекса. Это позволило
минимизировать эксплуатационные затраты в связи с обслуживанием и ремонтом
оборудования.
Реализованный в центробежных дробилках ДВК эффект дробления материала свободным
ударом позволяет производить высококачественный щебень с содержанием лещадных
форм до 10%, удовлетворяющий по своим характеристикам самым строгим требованиям
потребителей. Разрушение
в первую очередь происходит по слабым связям, микротрещинам и границам спаянности
кристаллов, что обеспечивает повышение прочности щебня на 10-15% по сравнению
с исходным материалом.
В отличае от традиционных щековых и конусных дробилок, применяемых на отечественных
щебзаводах, в центробежных дробилках изотермическая "кубовидная"
форма зерна сохраняется по всем классам дробленого материала, включая мелкие.
Это позволяет использовать отсевы дробления для получения высококачественного
обогащённого классифицированного песка заданного модуля крупности. При этом
качественные гранулометрические характеристики получаемого материала не зависят
от степени износа рабочих органов дробилки.
Принципиально дробилка представляет собой центробежный насос по перекачке
щебня крупных фракций. Исходный материал поступает через загрузочную воронку
в ротор-ускоритель, где разгоняется и вылетает с критической скоростью. Дробление
производится в результате соударения дробимого материала об отбойные футерованные
элементы за счёт энергии центробежных сил.

С целью уменьшения износа футировочных элементов дробилки для эффективной
переработки абразивных материалов (гранита, кварца и пр.) применён принцип
дробления "камень о камень". Камера дробления и ротор-ускоритель
для дробилки самофутеруются непосредственно перерабатываемым материалом, что
позволяет снизить удельные затраты на замену износостойких элементов (брони,
сбрасыватели, разгонный диск) до 0,06 центов за тонну дробимой продукции.
Минимальный ресурс износостойких элементов составляет 250 часов.
Накопленный опыт эксплуатации центробежных инерционных дробилок с вертикальным валом ДВК позволил выявить основные преимущества их применения в составе дробильно-сортировочных комплексов:
1.
Выпуск высококачественного кубовидного щебня с содержанием лещадных и игольчатых
форм зерна до 10% из всех видов пород и материалов склонных к образованию
пластинчатой, игольчатой структуры в процессе дробления.
2. Низкая себестоимость дробления труднодробимых абразивных пород за счёт
принципа дробления "камень о камень" с минимальным удельным износом
дорогостоящих износостойких рабочих органов дробилки.
3. Независимость параметров "кубовидности" дроблённой продукции
от степени износа футеровочных элементов (броней) дробилки
4. Повышение марки щебня по дробимости по сравнению с исходным сырьём за счёт
разрушения минералов ударными нагрузками по слабым связям. Увеличение прочности
бетонов и других смесей приготовленных с использованием дробленного материала.
5. Значительное снижение капитальных затрат за счёт простоты монтажа без фундамента
для установки дробили ДИВ.
6.
Получение кубовидного дробленого продукта во всём диапазоне от 0 мм до 16
мм позволяет организовать выпуск новых видов продукции:
" кубовидный щебень мелких фракций 2-4 мм;
" дробленный песок округлой формы заданного модуля крупности для высококачественных
строительных растворов, посыпок, декоративных штукатурок, наполнителей в строительные
смеси;
" абразивные порошки, сырьё для фильтров и т. д.
7. Простота обслуживания и ремонта дробилки, вследствие её технологической
сборочной конструкции.
К особенностям такого типа дробилок относятся:
1. Возможность использования на третьей-четвёртой стадии дробления для переработки щебня фр. 20-40 мм с максимальным размером дробимого куска до 100 мм.
2.
Повышенный выход отсева на 10-15 % по сравнению с традиционными дробилками.
Однако, при применении безотходной технологии для классификации отсева мелкий
кубовидный щебень фр. 2-4 мм и строительный песок заданного модуля крупности
становятся высоко ликвидным товаром (см. п. 6 основных преимуществ дробилки).
Следует отметить, что в южных регионах Украины в условиях дефицита и повышения
цен на природные пески, инерционные центробежные дробилки используются для
получения высококачественных дробленых песков.
3. Необходимость относительно частой замены футеровочных износостойких элементов
(минимум через 150 часов эксплуатации), вследствие их малой массы.
Но в связи с технологичностью и доступностью обслуживания ротора-ускорителя
замена футеровочных элементов осуществляется в течение 1 часа.
К достоинствам дробилки следует отнести то, что комплектующие и запасные части
производятся серийно, что минимизирует время их доставки в случае необходимой
замены. Всё это с учётом простоты конструкции позволяет обеспечить надёжную
эксплуатацию и производить техническое обслуживание и плановые ремонты силами
ремонтно-механических мастерских горнодобывающего предприятия.
Предприятие разработало дробилку которая применяется для дробления отходов
металлургических производств.


Предприятие
производит широкую гамму дробилок ДВК:

Реализация
этой технологии позволяет:
получать щебень преимущественно кубовидной формы (процент зерен
пластинчатой и иглообразной формы до 10%);
повысить прочность фракционированного щебня не только за счет снижения
лещадности, но и за счет снижения трещиноватости зерен, наблюдающейся
при ударном разрушении;
Побочным положительным эффектом данной технологии является повышение прочности готового продукта в сравнении с исходным сырьем на 15-30% в связи с улучшением формы зерна и разрушением зерен по ослабленным связям.
Основные характеристики центробежно-ударных дробилок

* Значения в числителе соответствуют питанию дробилки одним потоком, в знаменателе
- двумя потоками.

Сравнительные характеристики центробежной и конусной дробилок:

" - Масса КМДТ дана без электродвигателя и маслостанции;
** - Масса центробежно-ударной дробилки дана в полном комплекте
Увеличение мощности двигателя центробежно-ударной дробилки оправдывается большей
степенью дробления и большим выходом фракций мелкого щебня:

![]()
Грохоты
предназначены для сухого рассева кусковой горной массы практически любой влажности,
с наличием глинистых компонентов и производительностью, в зависимости от границы
рассева, 250т/ч, 500т/ч, 1000т/ч, 2000т/ч.
Принцип работы грохота основан на том, что ребра вращающихся валов-шнеков
перемещают горную массу вдоль рабочей решетки грохота, при этом мелкие фракции
переходят в подрешетное пространство.
Размер кусков разделяемого материала, производительность и эффективность грохочения
зависят от конструкции валов-шнеков, их взаимного расположения и частоты вращения.
Важным преимуществом шнекового грохота является то, что выбранный нами принцип
взаимодействия горной массы с рабочей решеткой полностью исключает ее залипание
независимо от влажности материала.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ


Грохот шнековый

Мельница МВК-1
![]()
Высокочастотный вибрационный грохот
Грохот высокочастотный "ГВ-2"
ООО"Гравий"
производит уникальный грохот для тонкой, сухой (без промывки) классификации
полезных ископаемых и других зернистых полидисперсных материалов крупностью
до 20мм.

![]()
Вибрационный грохот с резинострунными ситами
Для классификации отсева на фракции 0-0,63мм, 0,063-2мм, 2-5мм (или иные по
согласованию с заказчиком) применяется грохот оснащенный резинострунными ленточными
ситами.
Конструктивно грохот представляет собой одномастную вибрационную систему в
виде короба с вибровозбудителем, установленным на раму. Система динамически
уравновешена, не требует специального фундамента. Короб имеет одну или две
деки укомплектованных резонирующими резинострунными лентами. При необходимости
грохочения мелких фракций до 1,00мм на резонирующие резинострунные ленты устанавливается
металлическая или полиамидная сетка.
Особенность конструкции состоит в том, что при работе вибровозбудителя ленты-струны
за счет резонанса имеют амплитуду колебаний в 5-6 раз больше, чем амплитуда
колебаний грохота. Свободно уложенная металлическая или полиамидная классифицирующая
сетка на поддерживающем сите воспринимает колебания резонирующих резино-струнных
лент и за счет этого достигается интенсификация процесса грохочения. Такая
конструкция не требует большой металлоемкости и мощности привода. Например,
грохот с производительностью 10 т/ч имеет мощность вибропривода 0,75 кВт.
Грохот может быть изготовлен для сухого грохочения и для классификации пульпы
при соотношении Т:Ж 1:2 или 1:3. Типоразмер грохота зависит от исходных требований
заказчика.
Преимущества предлагаемого грохота по сравнению с другими просеивающими поверхностями:
- Повышение эффективности грохоченияна 10-15%
- Повышение срока службы в 30-50 раз по сравнению с металлическими сетками.

![]()
Литье (брони, плиты, конуса, накладки и т.д)
Предприятие изготавливает и поставляет литье различной степени сложности и из различных материалов (чугун, металлы массой до 1 тонны).



Предприятие изготавливает весь комплект изнашивающихся деталей (броней) для
центробежных дробилок Бармак и других. На рисунке показаны составные части
ротора центробежной дробилки.
![]()
АГД установки
 |
АГД установки стационарного типа АГД установки стационарного типа предназначены для выполнения технологических операций по дезактивации и очистке поверхностей деталей в условиях цеха непосредственно внутри рабочей камеры АГД установки, что снижает до минимума дозовые нагрузки на обслуживающий персонал и упрощает работу по утилизации вторичных отходов. Загрузка на поворотный стол крупногабаритных деталей весом до 100 кг осуществляется через боковую дверь рабочей камеры АГД установки. С целью снижения шума от АГД форсунки, рабочая камера АГД установки выполнена в шумозащитном исполнении с двойными стенками и шумоизолирующим материалом между ними. |
 |
АГД установки передвижного типа АГД установки передвижного типа предназначены для очистки и дезактивации поверхностей крупнотоннажных и крупногабаритных узлов и деталей как непосредственно в цехе , так и вне на открытом воздухе цеха. АГД установки передвижного типа могут быть использованы для очистки зданий и сооружений от различных загрязнений, а также при выполнении реставрационных работ. В АГД установке передвижного типа отсутствуют электрические приводы. Исключение составляет нагреватель сжатого воздуха, который может использоваться только для подогрева сжатого воздуха в холодное время года. Нагреватель сжатого воздуха имеет автоматическое управления и может быть установлен автономно в любом удобном месте магистрали подвода сжатого воздуха. |
 |
Для очистки крупногабаритных узлов и агрегатов, например, роторов турбин энергетического оборудования без их разборки, используются АГД установки в комплекте со специальными камерами Внешний вид базовой модели камеры (модель АГД-РТУ) для очистки крупногабаритных деталей показан на фотографии. Оборудование подлежащее очистке загружается вне камеры на специальную тележку или поворотный стол и закатывается во внутрь камеры как это показано на схеме. Оператор производит очистку выбранного участка поверхности с помощью передвижной рабочей панели находясь снаружи камеры. Для изменения зоны очистки производится перемещение защитного щита из этой зоны с последующим перемещением рабочего щита на место защитного. Таким образом возможна очистка длинномерных агрегатов по всей их длине. |
 |
Автоматическая АГД установка для дезактивации концов главных циркуляционных труб при замене парогенераторов АГД установки могут быть разработаны и изготовлены с учетом особых требований к технологическому процессу очистки, особенностей производства и других требований, которые задаются Заказчиком. Так, например, для дезактивации концов главных циркуляционных труб (ГЦТ) при замене парогенераторов на АЭС была разработана и изготовлена полуавтоматическая АГД установка способная выполнять дезактивацию ГЦТ диаметром от 500 до 1000 мм на глубину до 1100 мм. Внешний вид установки для дезактивации концов ГЦТ приведен на фотографии. |
![]()
Конвейеры
ленточные
Конвейеры
ленточные стационарные
общего назначения с резинотканевой лентой шириной
В = 400,500,650,800,1000,1200,1400,1600,2000 мм
Предлагаемый
каталог включает оборудование стационарных ленточных конвейеров общего назначения
с резинотканевой лентой шириной 400 2000 мм, выпускаемое ООО "ГРАВВИЙ",
предназначенное для транспортирования сыпучих и штучных грузов в различных
отраслях промышленности в условиях умеренного и тропического климата.
Ленточные конвейеры - наиболее производительный вид непрерывного транспорта,
используемый для транспортирования сыпучих и штучных грузов с различной производительностью
и скоростью движения конвейерной ленты. Расстояние транспортирования ленточными
конвейерами достигает нескольких километров, а их трасса может иметь различную
схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
Условия эксплуатации ленточных конвейеров отличаются большим разнообразием:
от жаркого климата до работы на открытом воздухе при минусовых температурах.
Ленточный конвейер условно можно разбить на три основные части: головную,
среднюю и хвостовую. В качестве несущего (транспортирующего) и тягового органа
применяются резинотканевые ленты с гладкой поверхностью. Верхняя ветвь ленты,
в большинстве случаев, имеет желобчатость за счет применения желобчатых роликоопор.
Загрузка верхней ветви ленты производится загрузочным устройством (или несколькими
устройствами), расположенным в хвостовой части конвейера. Разгрузка конвейера
чаще всего производится через приводной (головной) барабан. В ряде случаев
необходима промежуточная разгрузка конвейера в средней его части, тогда применяется
барабанная разгрузочная тележка или плужковый сбрасыватель.
В движение конвейерная лента приводится фрикционным приводом. Привод конвейера
состоит из приводного барабана и приводного механизма, соединенных между собой
тихоходной муфтой. Приводной механизм состоит из двигателя, редуктора и соединяющих
их муфты, которые устанавливаются на своей раме.
Конвейерная лента располагается на роликоопорах: верхняя ветвь ленты на верхних
(желобчатых или прямых), нижняя ветвь на нижних прямых.
Обеспечение фрикционной связи приводного барабана с лентой осуществляется
путем натяжения ленты натяжным устройством. Натяжные устройства могут быть
винтовые, тележечные и вертикальные. Кроме того, на ленточном конвейере имеются
средства автоматизации его работы: центрирующие роликоопоры, устройства против
схода и пореза ленты и др.
Приводной барабан и натяжное устройство устанавливаются на свои опоры, а роликоопоры
на секции, которые сами устанавливаются на стойки средней части. В ряде случаев,
целесообразно нижнюю ветвь ленты поддерживать прямыми верхними роликоопорами,
которые устанавливаются на стойках с кронштейном.
Стационарные ленточные конвейеры общего назначения должны проектироваться для каждого конкретного условия применения. При проектировании конвейера определяется схема его трассы, исходные данные (производительность, скорость ленты, характеристика транспортируемого груза) и другие условия эксплуатации данного конвейера. По исходным данным производится тяговый расчет (приближенным или уточненным методом), на основании результатов которого производится заполнение опросного листа. Разработка и поставка опорных металлоконструкций возможна по отдельному соглашению заказчика с предприятием.
|
а |
 |
|
б |
 |
|
в |
 |
Рис. 1 Схемы трасс ленточных конвейеров: а - с головным приводом;
б - с вертикальным натяжным устройством; в - с промежуточным
приводом
Трасса конвейера (рис. 1) по возможности должна быть прямолинейной или с минимальным числом перегибов, а длина и высота подъема должны обеспечиваться существующим оборудованием, т.е. тяговой способностью привода и прочностью ленты
Устройства для промежуточной разгрузки конвейеров
К устройствам обеспечивающим промежуточную разгрузку конвейера, относятся барабанные разгрузочные тележки и сбрасывающие плужки.
![]()
Разгрузочная тележка типа "Автостелла"
Разгрузочные тележки, которые приведены на рисунке позволяют осуществить разгрузку
горизонтального участка конвейера в любом его месте.
Разгрузочная воронка тележки может иметь конструкцию, которая позволяет сбрасывать
груз с ленты на две стороны и вперед ( в любом сочетании).
Разгрузочная тележка передвигается по рельсам, устанавливаемым на специальной
конструкции - треке, который одновременно является и средней частью конвейера
с закрепленными на ней роликоопорами.

Рис. 2 Тележка разгрузочная
Тележки разгрузочные

Примечание:
1. Тележки могут иметь левое и правое расположение привода (по направлению
движения ленты).
2. Исполнение воронок III, IV, V, VI с разгрузкой на одну сторону (правую
или левую) определяется по направлению движения ленты конвейера.
3. Для разгрузки абразивных материалов воронки исполнений II, V и VI футеруются
сменными листами.
4. Зажим рельсозахвата разрабатывается для заказываемого типа рельса.
![]()
Плужковые сбрасыватели
Плужковые сбрасыватели позволяют разгрузить ленту в средней части конвейера.
Эти устройства стационарные, устанавливаемые на секции средней части конвейера.
Плужковые сбрасыватели в зависимости от направления разгрузки с ленты конвейера
могут быть односторонними (правые, левые) или двусторонними.
Электрический привод может иметь правое или левое расположение.

Рис. 3 Плужковые сбрасыватели (В = 400, 500мм)
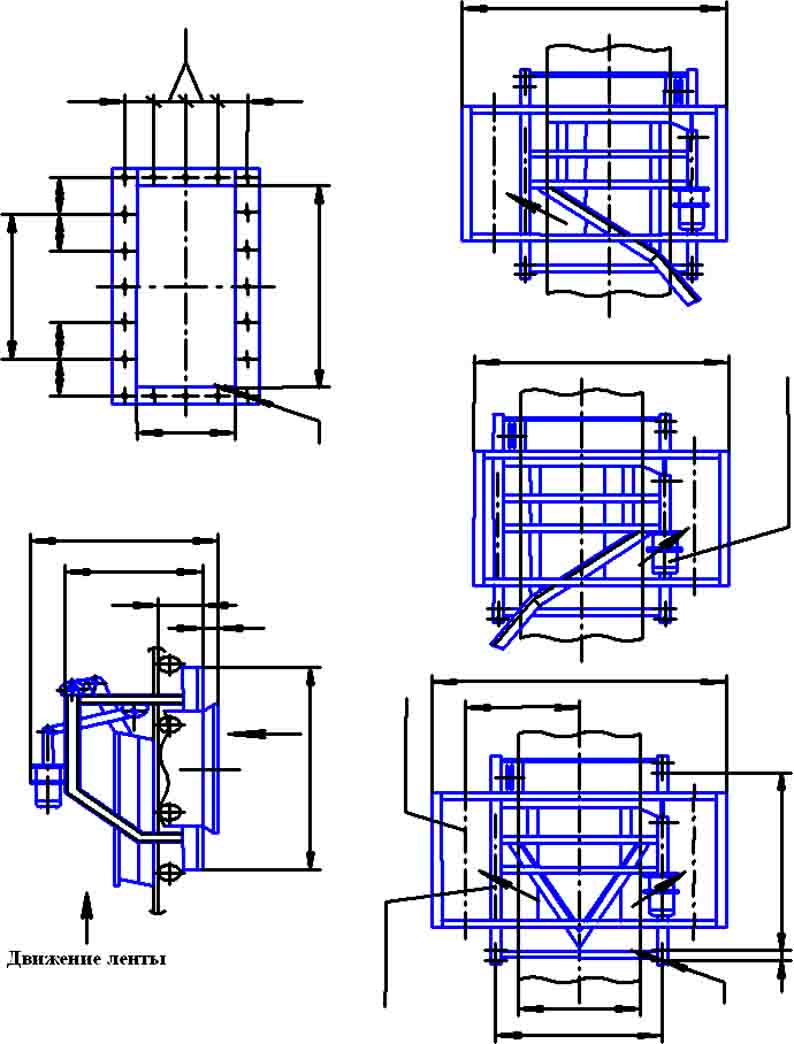
Рис. 4 Плужковые сбрасыватели ( В = 800 - 1600)
![]()
Конвейеры ленточные катучие "КЛК"
Конвейеры ленточные катучие "КЛК" общего назначения
с резинотканевой лентой шириной В=800, 1000, 1200, 1400 мм.
Конвейер представляет собой самоходную машину непрерывного действия, установленную
на рельсовый путь. Конвейерная лента приводится в движение приводным барабаном.
Конвейер предназначен для транспортирования сыпучих и кусковых (размер куска
до 300 мм.) материалов, при этом в зависимости от температуры транспортируемого
материала, конвейер комплектуется соответствующим видом конвейерной ленты.
Для обеспечения технологических особенностей Вашего производства ООО "ГРАВВИЙ"
предлагает двенадцать типоразмеров конвейеров при этом направление движения,
как конвейера, так и ленты, может меняться на противоположное, т.е. быть реверсивным.
Для обеспечения сохранности ленты ( у конвейеров длиной более 30 м) по желанию
заказчика конвейер комплектуется загрузочным устройствам.
1. Загрузка происходит в двух вариантах:
а) С непосредственной загрузкой транспортируемого материала на ленту конвейера
для конвейеров - до 30 метров.
б) С загрузкой через загрузочное устройство, которое устанавливается над конвейером
под загрузочной воронкой - для конвейеров свыше 30 метров*.
2. Режим работы конвейера:
а) Нереверсивный - направление движения ленты одностороннее.
б) Реверсивный - направление движения ленты двухстороннее.
В комплект поставки конвейера входит :
1. Приводная станция ( в сборе или разобранная в пределах, приемлемых
для транспортирования железнодорожным транспортом)
2. Тележка и тележка откатная - натяжной станции.
3. Средняя часть конвейера:
Рамы, кронштейны и скаты средних частей, включая ограждения колес.
Роликоопоры средних частей.
4. Рамы и роликоопоры загрузочных устройств ( для конвейеров длиной
более 30 м ).
5. Очистные устройства ленты.
6. Канатные выключающие устройства.
7. Рычажные выключающие устройства ( для контроля бокового схода ленты ).
8. Лента конвейерная.
9. Установки путевых выключателей.
10. Штанга токоподвода; каретки и зажимы для гибкого кабеля; обойма концевая;
страховочный канат.
11. Установочные и крепежные изделия. зажимы для крепежа роликоопор.
12. Запасные части.
13. Документация.
Типоразмеры ленточных катучих конвейеров.

![]()
Конвейеры винтовые
В каталоге предлагаются конвейеры винтовые, предназначенные для прямолинейного
транспортирования пылевидных, порошкообразных, зернистых и мелкокусковых грузов
на расстояние до 30 м.
Конвейер представляет стационарное транспортное устройство, рабочим органом
которого является винт, сообщающий материалу поступательное движение. Винт
расположен в закрытом кожухе, вследствие чего перемещаемый материал изолирован
от окружающей среды, что уменьшает потери и предотвращает распространение
пыли и запаха.
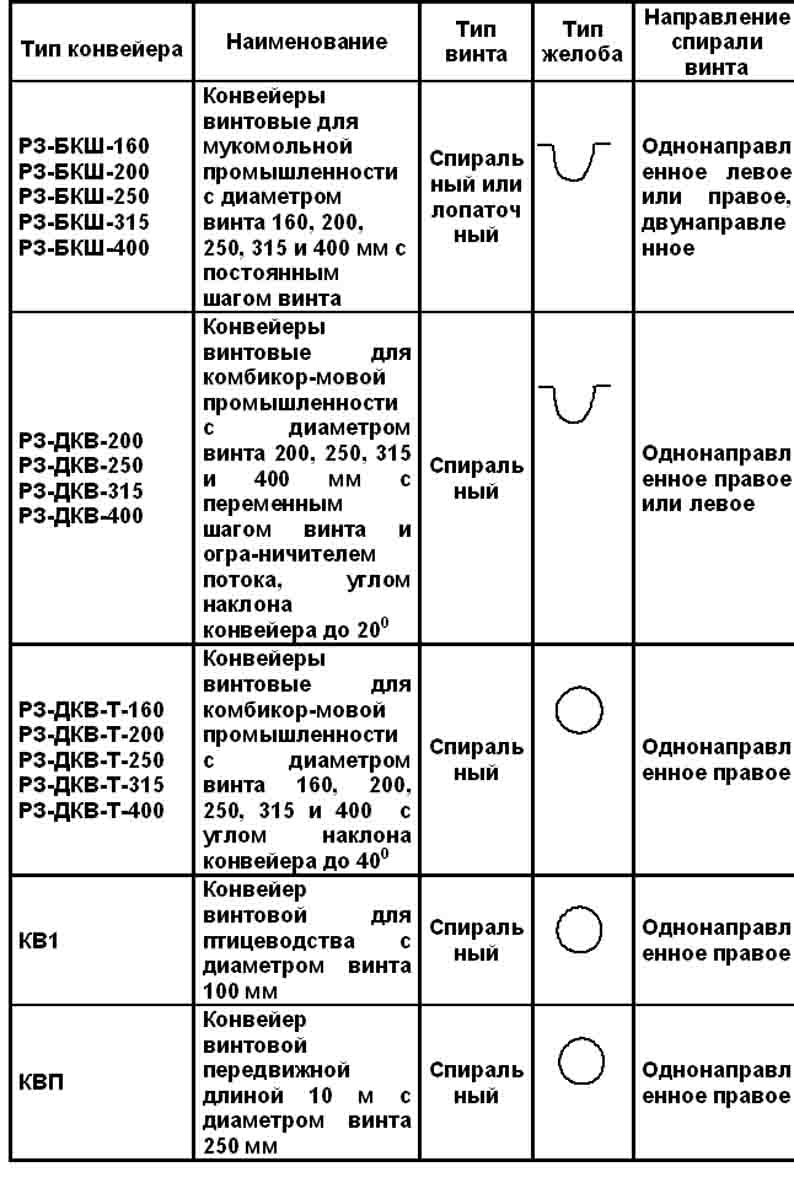
Типы винтовых конвейеров указаны в таблице .

\
Конвейер винтовой КВП-10

Таблица 1 - Типы винтовых конвейеров
![]()
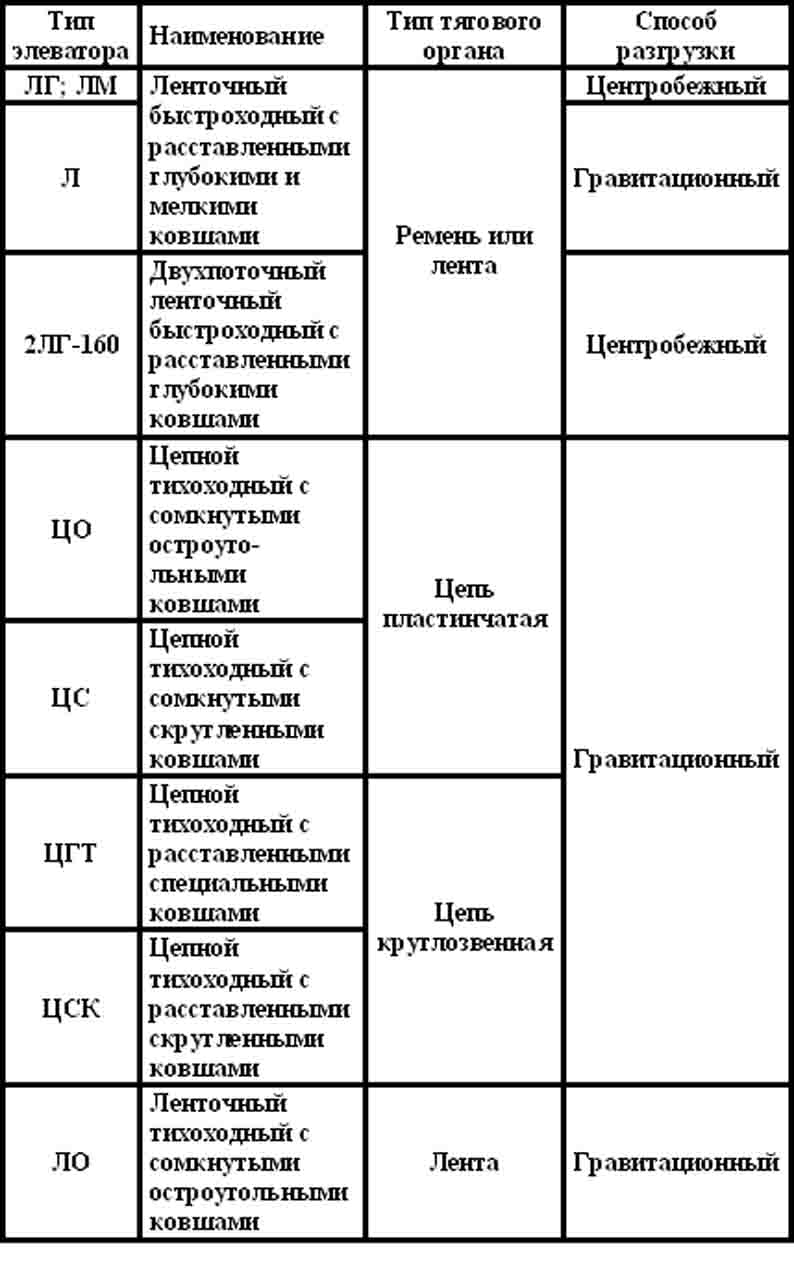
Элеваторы ковшовые вертикальные
В каталоге показаны ковшовые элеваторы, применяемые для вертикального транспортирования
насыпных материалов - пылевидных, зернистых и кусковых.
Элеваторы изготавливаются следующих типов, указанных в таблице 1.
Таблица 1 Типы элеваторов
Элеваторы имеют самонесущую шахту. От боковых перемещений элеватор фиксируется
специальными
рамами.
Исполнение элеватора может быть с левым или правым расположением привода (смотреть
со
стороны
загрузочного носка).
Средние секции с люками и дверцами размещаются по высоте таким образом, чтобы
обеспечивалось удобство осмотра и обслуживания узлов элеватора, находящихся
внутри шахты. Наполнение ковшей производится зачерпыванием груза из нижней
части или засыпанием груза в ковш. Максимальная температура груза для ленточных
элеваторов +60 0 С, для цепных элеваторов +80 0 С.
По согласованию с заводом-изготовителем в комплект поставки элеватора может
входить электропусковая аппаратура.
 |
 |
Элеватор Л-950

Элеватор ЛГ (ЛМ, ЛО)
Металлоконструкции.
ООО "ГРАВВИЙ" выпускает металлоконструкции для строительства нежилых
помещений, зданий и сооружений (крупногабаритные строительные металлоконструкции,
стальные фермы, колонны, каркасные конструкции, стальные балки, перекрытия,
элементы ограждающих конструкций, металлоформы, металлические формы для изготовления
железобетонных изделий, башни и мачты любого назначения, рекламные счеты,
стальные лестницы и площадки, ограждения и т.д.)